
Solar Inverter Components: 7 Critical Parts to Inspect
When solar EPCs and distributors evaluate inverters for their projects, most focus on brand reputation, efficiency ratings, and warranty terms. But here’s what industry veterans know: the quality of inverter components inside the box determines whether that 12-year warranty becomes a valuable asset or a source of endless headaches. In India’s challenging climate conditions—with temperatures exceeding 45°C on rooftops and voltage fluctuations from unstable grids—the difference between German-grade and standard inverter components can mean the difference between 25 years of reliable operation and premature failure within 5 years.
This comprehensive guide breaks down the seven most critical inverter components that every EPC and distributor should inspect before making purchasing decisions. You’ll learn exactly what to look for, which red flags signal poor quality, and how component selection directly impacts your project ROI and warranty claims. Whether you’re sourcing solar inverters from Indian manufacturers or evaluating international brands, understanding these inverter components will transform you from a price-focused buyer into a value-focused procurement professional.
Why Inverter Components Matter More Than Brand Names
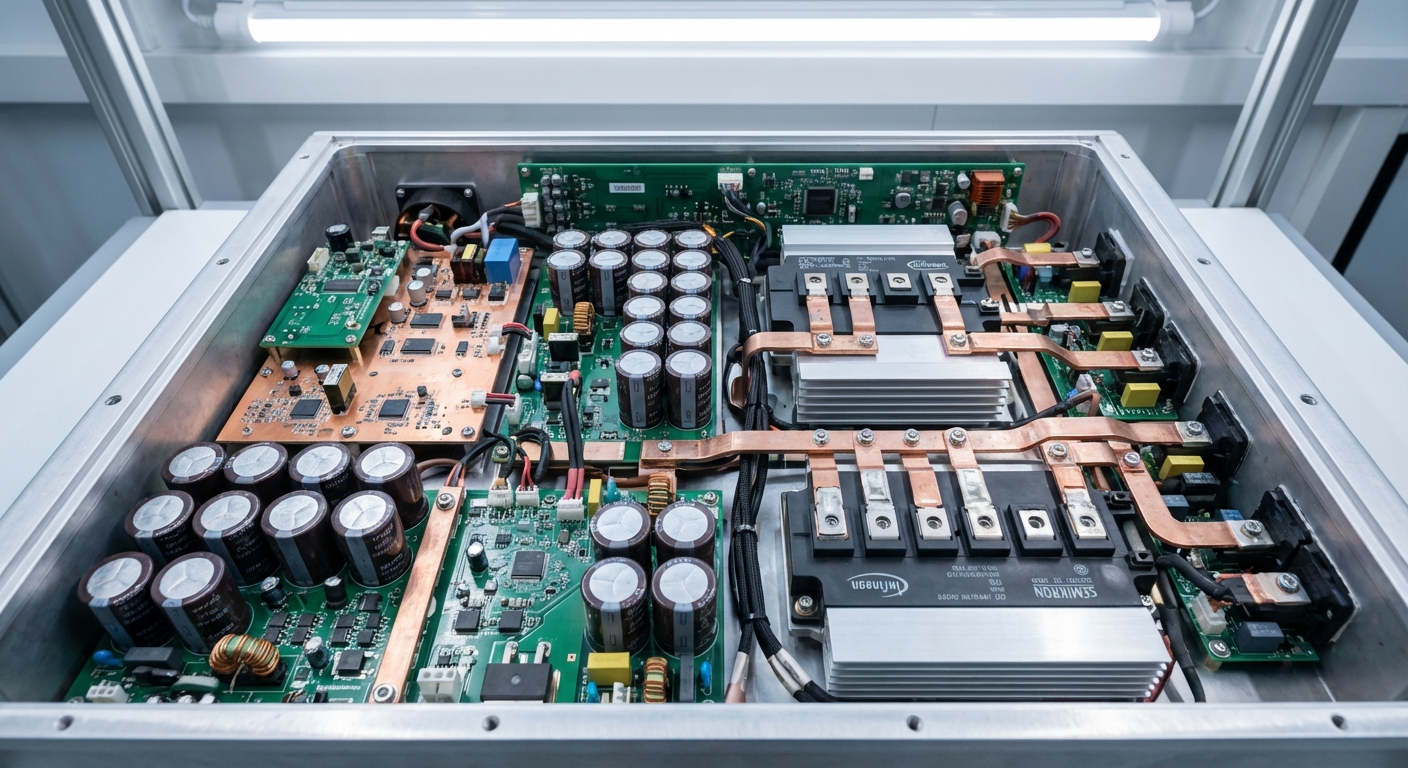
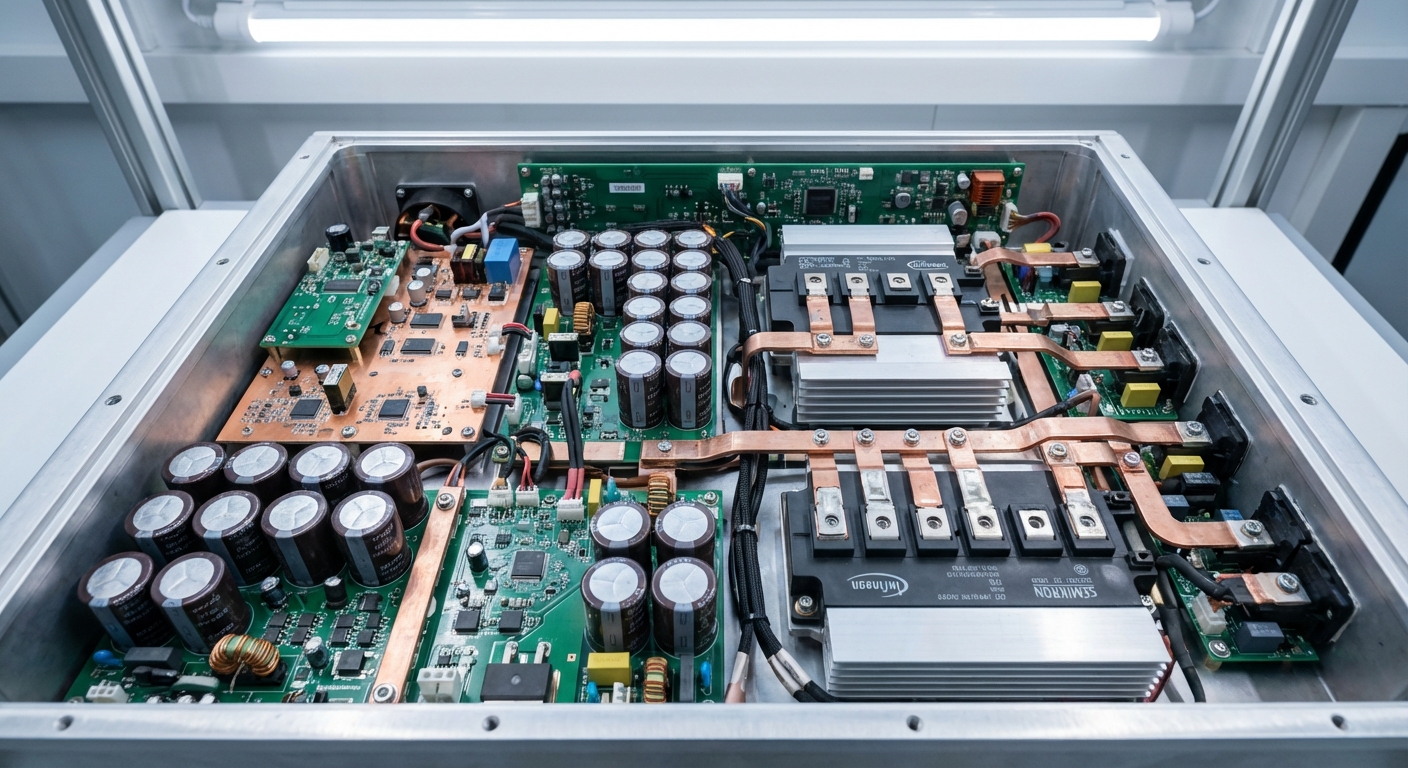
The solar inverter market in India has exploded with dozens of brands, each claiming superior quality and reliability. But behind the marketing claims lies a fundamental truth: an inverter is only as reliable as its weakest component. When you purchase an inverter, you’re not buying a brand—you’re buying a carefully assembled collection of capacitors, IGBTs, PCB boards, cooling systems, and protection devices that must work in harmony for 10-25 years.
Consider this scenario that plays out repeatedly across India: An EPC installs budget inverters with attractive specifications and 5-year warranties. Within 18 months, capacitors start failing due to heat stress. The manufacturer honors the warranty, but the replacement costs, site visits, customer dissatisfaction, and project delays eat into margins. Meanwhile, a competitor who invested 15% more in inverters with premium inverter components experiences zero failures over the same period, building a reputation for reliability that generates referral business.
The hidden cost of poor component quality extends beyond warranty claims. Failed inverters mean lost energy production, emergency service calls, damaged customer relationships, and tarnished reputations. For commercial and industrial installations, even a single day of downtime can cost thousands in lost production. This is why understanding inverter components isn’t just technical knowledge—it’s essential business intelligence for anyone in the solar value chain.
German-grade components have become a benchmark in the industry, but what does this really mean? It refers to electronic components manufactured to stringent European standards (VDE, TÜV, IEC) with superior materials, tighter tolerances, and extensive testing protocols. These components typically come from established manufacturers in Germany, Japan, and select facilities in other countries that meet these exacting standards. The price premium—usually 20-30% higher than standard components, translates into significantly longer operational life, better thermal performance, and lower failure rates under stress conditions.
For solar projects in India, where rooftop temperatures regularly exceed 60°C and grid voltage can swing wildly, component quality becomes even more critical. Standard components rated for 85°C operation may barely survive Indian summers, while premium 105°C-rated components operate well within their thermal limits, ensuring longevity and reliability.
1. Capacitors: The Heart of Power Conversion
Capacitors are among the most critical and vulnerable inverter components, responsible for smoothing voltage fluctuations, filtering harmonics, and storing energy during power conversion. In solar inverters, you’ll find two main types: electrolytic capacitors (aluminum or tantalum) for bulk energy storage and film capacitors (polypropylene or polyester) for high-frequency filtering. The quality of these components directly determines inverter lifespan, with capacitor failure being the leading cause of premature inverter death.
Premium Japanese capacitors from manufacturers like Nippon Chemi-Con, Rubycon, and Nichicon offer superior performance compared to generic Chinese alternatives. The difference lies in electrolyte formulation, seal quality, and manufacturing precision. Japanese capacitors typically feature:
- Higher temperature ratings: 105°C vs 85°C for standard capacitors, critical for Indian rooftop conditions
- Longer rated lifespan: 10,000+ hours at maximum temperature vs 2,000-5,000 hours for budget options
- Better ripple current handling: Essential for managing the high-frequency switching in modern inverters
- Superior seal technology: Prevents electrolyte evaporation and maintains capacitance over time
When inspecting inverter components, examine capacitors for these red flags: bulging tops (indicating internal pressure from electrolyte breakdown), any signs of leakage around the base, discoloration of the casing, or completely unmarked capacitors without manufacturer identification. Premium inverters will clearly display brand names and specifications on all major capacitors.
The temperature rating deserves special attention. A capacitor’s lifespan halves for every 10°C increase in operating temperature. In an inverter operating at 70°C ambient (common on Indian rooftops), an 85°C-rated capacitor is already near its limit, while a 105°C-rated capacitor operates comfortably with significant thermal headroom. This difference translates to 15-20 years of reliable operation versus 3-5 years before failure.
Film capacitors, while generally more robust than electrolytic types, also vary significantly in quality. Look for capacitors from established manufacturers like EPCOS (TDK), WIMA, or Kemet. These components should be clearly marked with voltage ratings, capacitance values, and manufacturer logos. Generic unmarked film capacitors are a major red flag indicating cost-cutting that will compromise long-term reliability.
2. IGBTs (Insulated Gate Bipolar Transistors): Power Switching Efficiency
IGBTs are the workhorses of modern solar inverters, switching DC power from solar panels into AC power for the grid thousands of times per second. These semiconductor devices directly impact inverter efficiency, heat generation, and reliability. The quality difference between premium and standard IGBTs can mean the difference between 98% efficiency and 95% efficiency, a gap that costs thousands in lost energy production over an inverter’s lifetime.
Premium IGBT manufacturers include Infineon (Germany), Mitsubishi Electric (Japan), Fuji Electric (Japan), and Semikron (Germany). These companies invest heavily in semiconductor research, producing IGBTs with lower switching losses, faster switching speeds, and better thermal characteristics. When evaluating inverter components, look for clear manufacturer markings on IGBT modules, premium manufacturers proudly display their brand names and model numbers.
The connection between IGBT quality and inverter efficiency is direct and measurable. High-quality IGBTs feature:
- Lower conduction losses: Reduced voltage drop during operation means less energy wasted as heat
- Faster switching speeds: Enables higher-frequency operation with cleaner power output
- Better thermal performance: More efficient heat dissipation extends component life
- Higher voltage and current ratings: Greater safety margins prevent stress-related failures
Heat generation is a critical consideration. IGBTs that generate excessive heat require more aggressive cooling systems, which adds cost, complexity, and potential failure points. Premium IGBTs with lower switching losses generate less heat, enabling simpler cooling designs and improving overall system reliability. This is particularly important in India, where ambient temperatures already challenge thermal management systems.
When inspecting an inverter, examine how IGBTs are mounted and cooled. They should be firmly attached to substantial heat sinks with proper thermal interface material (thermal paste or pads). Look for even, complete coverage of thermal compound, gaps or uneven application indicate poor assembly quality. The IGBT module itself should display clear manufacturer markings; generic or remarked IGBTs are serious red flags suggesting counterfeit or substandard components.
The relationship between IGBT quality and the inverter efficiency ratings you see on datasheets is direct. A manufacturer claiming 98% efficiency with generic IGBTs is either exaggerating or pushing components beyond safe operating limits. Genuine high-efficiency inverters use premium IGBTs from established manufacturers, and reputable inverter brands will disclose this information when asked.
3. PCB Boards: The Nervous System of Your Inverter
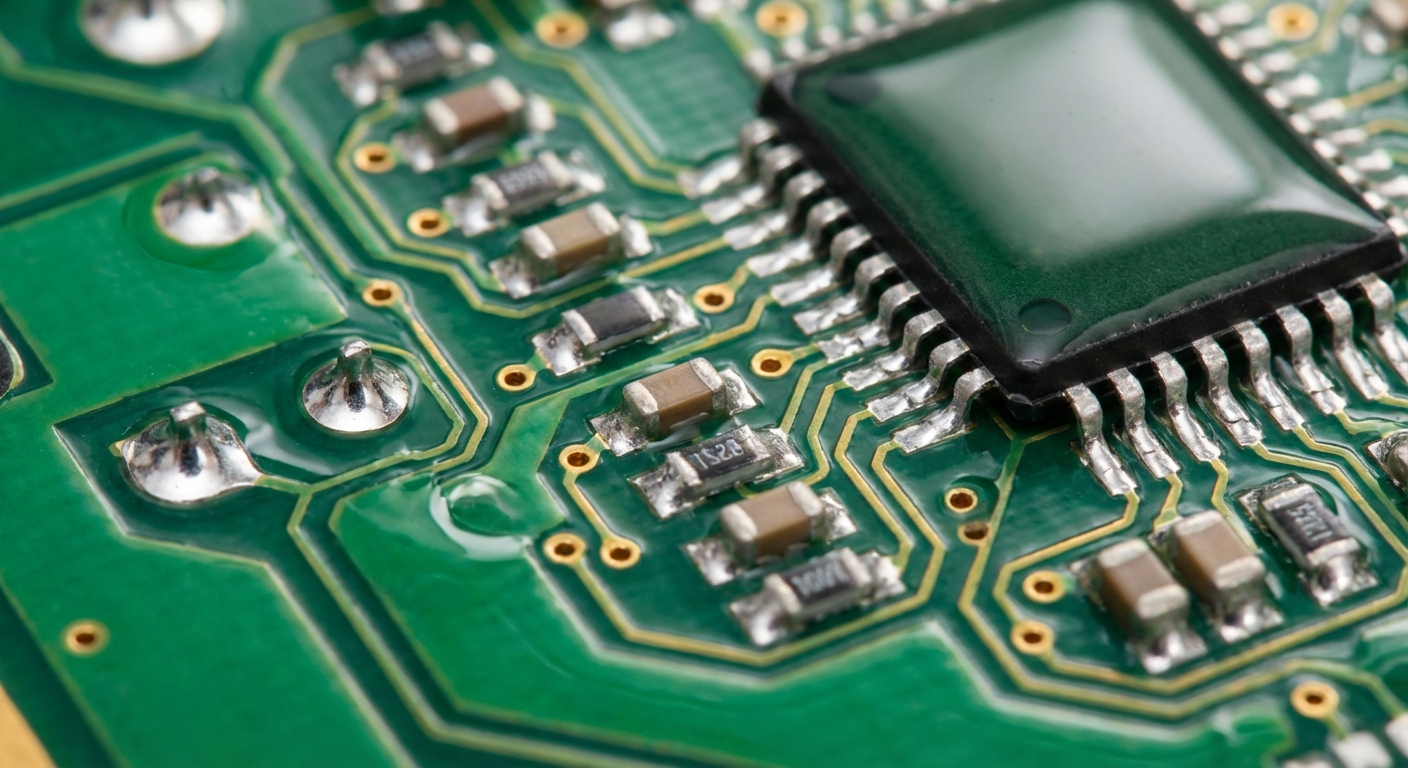
The printed circuit board (PCB) is the foundation upon which all other inverter components are mounted and interconnected. PCB quality dramatically affects reliability, especially in harsh environments with high humidity, dust, and temperature extremes. Yet PCB quality is often overlooked because it’s less visible than major components like capacitors or IGBTs. This oversight is a costly mistake.
Premium inverters use multi-layer PCB construction, typically 4 to 6 layers, which provides several advantages over cheaper single or double-layer boards. Multiple layers allow for better power distribution, improved grounding, reduced electromagnetic interference (EMI), and more compact designs. The inner layers can be dedicated to power planes and ground planes, providing stable voltage references and reducing noise that can cause erratic operation or premature component failure.
One of the most important PCB features for Indian conditions is conformal coating, a protective polymer layer applied over the assembled board. This coating protects against humidity, dust, salt spray (in coastal installations), and chemical contaminants. Without conformal coating, moisture can cause corrosion, short circuits, and gradual degradation of solder joints and component leads. Look for a clear, even coating covering all components and traces; premium inverters will have this protection as standard.
Solder quality is another critical inspection point. Professional manufacturing uses automated pick-and-place machines and reflow ovens that produce consistent, high-quality solder joints. These joints should be smooth, shiny, and properly formed around component leads. Red flags include:
- Cold solder joints: Dull, grainy appearance indicating insufficient heat during soldering
- Excessive solder: Large blobs that can create short circuits or trap contaminants
- Insufficient solder: Incomplete joints that may fail under thermal cycling
- Flux residue: Brown or white residue indicating poor cleaning after assembly
- Component misalignment: Crooked or poorly positioned components suggesting manual assembly
Trace routing and component spacing also reveal manufacturing quality. Premium PCBs have adequate spacing between high-voltage and low-voltage sections, proper trace widths for current-carrying capacity, and thoughtful layout that minimizes EMI and heat concentration. Crowded layouts with minimal spacing are cost-cutting measures that compromise reliability and safety.
The PCB substrate material matters too. FR-4 is the industry standard, but quality varies significantly. Premium FR-4 has better thermal stability, lower moisture absorption, and superior electrical properties. Some high-end inverters use even better materials like polyimide for critical sections exposed to high temperatures. While you can’t easily identify substrate quality by visual inspection, asking manufacturers about their PCB specifications separates serious manufacturers from those cutting corners.
For solar inverters operating on Indian rooftops, where temperatures can reach 70°C, humidity spikes during monsoons, and dust is pervasive, PCB quality is not optional. The difference between a properly designed, well-manufactured PCB with conformal coating and a budget alternative can determine whether your inverter survives 15 years or fails within 3.
4. Cooling Systems: Thermal Management for Longevity
Every electronic component has a temperature limit beyond which reliability degrades rapidly. For inverter components, thermal management is the difference between achieving rated lifespan and premature failure. Solar inverters use either passive cooling (heat sinks and natural convection) or active cooling (fans plus heat sinks), each with distinct advantages and trade-offs.
Passive cooling systems have no moving parts, making them inherently more reliable and maintenance-free. They rely on large aluminum or copper heat sinks with carefully designed fin structures to dissipate heat through natural convection. Premium passive cooling designs feature:
- Substantial heat sink mass: More metal means better heat absorption and dissipation
- Optimized fin design: Spacing and orientation that maximizes airflow and surface area
- Quality thermal interface materials: Proper thermal paste or pads between components and heat sinks
- Strategic component placement: Heat-generating components positioned for optimal heat dissipation
Active cooling systems add fans to force air across heat sinks, enabling more compact designs and better cooling performance in high-temperature environments. However, fans introduce a potential failure point, bearings wear out, blades accumulate dust, and motors can fail. When evaluating inverters with active cooling, examine:
- Fan specifications: Quality fans from manufacturers like Sunon or Delta have rated lifespans of 50,000+ hours
- Dust protection: Filters or sealed designs that prevent dust accumulation on heat sinks
- Redundancy: Some premium inverters use multiple fans so failure of one doesn’t cause shutdown
- Temperature-controlled operation: Smart fan control that adjusts speed based on temperature, reducing wear
In India’s climate, where summer rooftop temperatures regularly exceed 60°C, thermal management becomes even more critical. An inverter that operates at 80°C internally in these conditions is under severe thermal stress, while one that maintains 60°C internal temperature through superior cooling has significant reliability advantages. Remember: component lifespan typically halves for every 10°C increase in operating temperature.
Heat sink material and construction quality vary significantly. Extruded aluminum is standard, but the extrusion quality, fin density, and surface treatment affect performance. Premium heat sinks have smooth, even fins with consistent spacing and may include surface treatments that improve heat dissipation. Cheap heat sinks have rough surfaces, inconsistent fin spacing, and may use thinner aluminum that provides inadequate thermal mass.
The thermal interface between heat-generating components (IGBTs, diodes, MOSFETs) and heat sinks deserves careful attention. Proper application of thermal paste or use of thermal pads ensures efficient heat transfer. Gaps, uneven application, or dried-out thermal paste indicate poor assembly quality and will cause premature component failure due to overheating.
When selecting inverters for Indian installations, consider that cooling system performance directly impacts the reliability of all other inverter components. A well-designed cooling system is an investment in long-term reliability, while inadequate cooling is a ticking time bomb that will trigger warranty claims and customer dissatisfaction.
5. Transformers and Inductors: Power Quality Components
While not present in all inverter designs (transformerless inverters are increasingly common), transformers and inductors play crucial roles in power conversion, isolation, and filtering. These magnetic components may seem simple compared to semiconductors, but their quality significantly impacts inverter performance, efficiency, and reliability.
Transformers in solar inverters provide galvanic isolation between DC and AC sides, improving safety and enabling certain grid connection configurations. High-quality transformers feature:
- Premium core materials: High-grade ferrite or silicon steel with low core losses
- Quality winding wire: Proper gauge copper wire with high-temperature insulation
- Precise winding technique: Even, tight windings that minimize leakage inductance
- Adequate insulation: Multiple insulation layers between primary and secondary windings
- Proper impregnation: Varnish or resin treatment that improves thermal performance and reduces vibration
Inductors (also called chokes or reactors) smooth current flow and filter high-frequency noise in inverter circuits. They’re critical for power quality and EMI compliance. Quality inductors use appropriate core materials, ferrite for high-frequency applications, iron powder for higher current applications, and feature windings that can handle rated current without excessive temperature rise.
Poor-quality transformers and inductors reveal themselves through several symptoms: excessive heat generation during operation, audible buzzing or humming (indicating loose windings or core laminations), and premature insulation breakdown. These components should operate quietly and remain relatively cool even under full load.
The impact on power quality is significant. Inferior inductors with inadequate filtering capability allow more harmonic distortion in the output current, potentially causing grid connection issues and reducing the lifespan of connected equipment. Premium inductors with proper core materials and winding design ensure clean power output that meets grid codes and protects your installation from utility complaints or disconnection.
When evaluating inverter components, ask manufacturers about their magnetic component specifications. Reputable manufacturers will provide details about core materials, winding specifications, and temperature ratings. Vague answers or reluctance to provide this information suggests cost-cutting in areas that significantly impact long-term reliability and performance.
6. Surge Protection Devices (SPDs): Your First Line of Defense
India’s electrical grid is notoriously unstable, with voltage fluctuations, transient spikes, and lightning-induced surges posing constant threats to solar installations. Surge Protection Devices (SPDs) are the first line of defense, protecting expensive inverter components from catastrophic damage. Yet SPD quality varies dramatically, and inadequate surge protection is a leading cause of inverter failures during monsoon season.
Solar inverters require protection on both DC and AC sides. DC SPDs protect against surges from the solar array (lightning strikes, static buildup), while AC SPDs protect against grid-side disturbances. Premium inverters integrate high-quality SPDs as standard equipment, while budget options may use minimal protection or require expensive add-on SPD units.
The heart of most SPDs is the Metal Oxide Varistor (MOV), a semiconductor device that conducts when voltage exceeds a threshold, shunting surge energy to ground. MOV quality determines protection effectiveness and longevity. Premium MOVs feature:
- Appropriate voltage rating: Matched to system voltage with proper safety margin
- High energy absorption capacity: Measured in joules, indicates how much surge energy the MOV can handle
- Fast response time: Nanosecond-level response to protect sensitive electronics
- Thermal protection: Integrated thermal disconnects that prevent MOV fires after degradation
- Status indicators: LEDs or other indicators showing SPD health
Surge protection ratings matter significantly in Indian conditions. A minimal SPD rated for 10kA surge current may provide basic protection, but premium systems rated for 20-40kA offer much better protection against the severe surges common in areas with unstable grids or high lightning activity. The difference in component cost is modest, but the protection value is substantial.
Integration versus add-on SPDs is another consideration. Integrated SPDs are designed specifically for the inverter, with proper coordination between DC and AC protection stages. Add-on SPDs may not be properly coordinated, potentially leaving protection gaps or creating ground loop issues. When evaluating inverters, ask whether SPDs are integrated and what their ratings are, this reveals how seriously the manufacturer takes protection.
During monsoon season, inadequate surge protection causes thousands of inverter failures across India. Lightning doesn’t need to strike your installation directly; induced surges from nearby strikes or grid disturbances can destroy unprotected inverter components in milliseconds. The cost of premium SPDs is trivial compared to replacing a failed inverter and dealing with lost production and customer dissatisfaction.
When inspecting inverter components, look for clearly marked SPD modules with manufacturer identification and ratings. Generic or unmarked SPDs are red flags. Ask manufacturers about SPD specifications, replacement procedures (MOVs degrade over time and may need replacement), and whether the inverter provides SPD status monitoring. These details separate manufacturers who understand Indian grid conditions from those simply importing designs meant for stable European grids.
7. Microcontrollers and Communication Modules: The Intelligence Layer
Modern solar inverters are sophisticated computing devices, with microcontrollers (MCUs) managing power conversion, grid synchronization, safety functions, and communication. The quality and capabilities of these digital inverter components determine whether your inverter offers basic functionality or advanced features like predictive maintenance, remote diagnostics, and intelligent performance optimization.
Premium inverters use industrial-grade microcontrollers from established manufacturers like Texas Instruments, STMicroelectronics, or Renesas. These MCUs offer:
- Robust operating temperature ranges: -40°C to +125°C for reliable operation in extreme conditions
- Advanced peripheral integration: Built-in ADCs, PWM generators, and communication interfaces
- Firmware security features: Protection against unauthorized modifications or malware
- Long-term availability: Established manufacturers support products for 10+ years
Communication modules enable remote monitoring and control, increasingly essential features for commercial installations and even residential systems. Modern inverters offer Wi-Fi, 4G cellular, and Bluetooth connectivity, but implementation quality varies dramatically. Premium communication systems feature:
- Reliable connectivity: Quality RF modules with proper antenna design for consistent signal
- Data security: Encrypted communication and secure authentication to prevent unauthorized access
- Local data storage: Onboard memory that preserves data during communication outages
- Over-the-air updates: Ability to update firmware remotely for bug fixes and feature additions
For the Indian market, server location and data security deserve special attention. Some manufacturers route all monitoring data through servers in China or other countries, raising data security concerns and creating dependency on international connectivity. Premium solutions like Qbits’ AI-powered WhatsApp monitoring system use India-based servers, ensuring data sovereignty and faster response times.
The intelligence layer enables predictive maintenance, analyzing performance data to identify developing issues before they cause failures. This capability requires sophisticated firmware, quality sensors throughout the inverter, and robust data processing. Budget inverters may claim monitoring capabilities but provide only basic data logging without meaningful analysis or alerts.
When evaluating inverter components in this category, ask about firmware update capabilities, data security measures, server locations, and what happens if communication modules fail. Can the inverter continue operating without connectivity? How are firmware updates managed? What data is collected and where is it stored? These questions reveal whether the manufacturer has invested in a robust, secure monitoring system or simply added basic connectivity as a checkbox feature.
Communication reliability matters more than you might think. An inverter that loses connectivity and requires site visits for troubleshooting creates service costs and customer frustration. Premium systems maintain reliable communication, provide meaningful alerts before problems become critical, and enable remote diagnostics that resolve most issues without site visits.
German-Grade vs Standard Components: What It Really Means

The term “German-grade components” appears frequently in solar inverter marketing, but what does it actually mean, and is the premium worth paying? Understanding this distinction is crucial for making informed purchasing decisions that balance upfront cost against long-term value.
German-grade components refer to electronic parts manufactured to stringent European standards, particularly VDE (Verband der Elektrotechnik), TÜV (Technischer Überwachungsverein), and IEC (International Electrotechnical Commission) specifications. These standards mandate:
- Superior material quality: Higher-purity materials with tighter composition tolerances
- Rigorous testing protocols: Every component batch undergoes extensive electrical, thermal, and environmental testing
- Comprehensive documentation: Detailed datasheets with guaranteed specifications across operating ranges
- Long-term reliability data: Manufacturers provide failure rate predictions and lifespan estimates
- Traceability: Complete manufacturing history for quality control and recall management
These components typically come from manufacturers in Germany (Infineon, EPCOS, Wima), Japan (Nichicon, Rubycon, Mitsubishi), and select facilities in other countries that meet equivalent standards. The manufacturing processes involve tighter tolerances, more extensive quality control, and longer burn-in testing compared to standard components.
The price premium for German-grade inverter components typically ranges from 20-35% compared to standard alternatives. For a 10kW inverter, this might translate to ₹8,000-15,000 additional cost. However, the long-term value proposition becomes clear when you consider:
- Extended lifespan: 15-20 years typical operation vs 5-8 years for standard components
- Lower failure rates: 2-3% annual failure rate vs 8-12% for budget components
- Better thermal performance: Maintains efficiency and reliability in high-temperature conditions
- Reduced warranty claims: Fewer field failures mean lower service costs and better customer satisfaction
- Higher resale value: Installations with premium inverters command better prices in secondary markets
For a 25-year solar installation, the total cost of ownership calculation strongly favors German-grade components. Consider a 100kW commercial installation: the ₹1.5 lakh premium for German-grade inverters seems significant upfront, but avoiding even one inverter replacement (₹3-4 lakhs including labor, downtime, and lost production) more than justifies the investment. Over 25 years, the reliability advantage typically saves 3-5 times the initial premium.
Verifying genuine German-grade components requires diligence. Reputable manufacturers will provide:
- Component datasheets: Detailed specifications from component manufacturers
- Certification documents: VDE, TÜV, or equivalent certifications for major components
- Factory transparency: Willingness to discuss component sourcing and allow factory audits
- Clear component markings: Visible manufacturer brands on capacitors, IGBTs, and other major parts
Be skeptical of vague claims like “German technology” or “European standards” without specific component details. Genuine German-grade inverters proudly specify component manufacturers and provide documentation. Manufacturers who are evasive about component sourcing are likely using standard or mixed-quality components while charging premium prices.
For the Indian market, where harsh operating conditions stress inverter components to their limits, German-grade components aren’t luxury, they’re practical necessity for installations that must deliver reliable performance for 25 years. The upfront premium is an investment in reliability, reputation, and long-term profitability.
Red Flags: Warning Signs of Poor Inverter Component Quality
Identifying poor-quality inverter components before purchase can save EPCs and distributors from costly mistakes. Here’s a comprehensive checklist of red flags that should trigger deeper investigation or reconsideration of your purchasing decision.
Visual Inspection Red Flags:
- Unmarked components: Capacitors, IGBTs, or other major parts without manufacturer logos or specifications
- Inconsistent branding: Mix of premium and generic components suggesting cost-cutting on some parts
- Poor PCB quality: Visible flux residue, uneven solder joints, or components that appear hand-soldered
- Minimal heat sinking: Undersized heat sinks or inadequate thermal interface material application
- Flimsy enclosure: Thin metal, poor sealing, or inadequate cable glands that won’t maintain IP ratings
- Crowded layout: Components packed tightly with minimal spacing, indicating design compromises
Documentation Red Flags:
- Vague specifications: Datasheets that lack detailed component information or operating parameters
- Missing certifications: No BIS, IEC, or other relevant certifications for the Indian market
- Unrealistic claims: Efficiency ratings or lifespan claims that exceed industry norms without explanation
- Limited warranty details: Warranty terms that exclude component failures or have excessive exclusions
- No component sourcing information: Manufacturer unwilling to disclose component suppliers or origins
Pricing Red Flags:
- Too good to be true: Prices 30%+ below market average for supposedly equivalent specifications
- Inconsistent pricing: Dramatic price variations between similar models suggesting quality differences
- Pressure tactics: “Limited time” offers or aggressive discounting that suggests desperation to move inventory
Manufacturer Behavior Red Flags:
- Evasive answers: Reluctance to answer specific questions about component sourcing or testing protocols
- No factory access: Refusal to allow factory visits or audits for significant orders
- Limited technical support: No engineering team available to discuss technical specifications or customization
- Frequent model changes: Constantly introducing new models while discontinuing recent ones (suggests quality issues)
- Poor reputation: Negative feedback from other EPCs or distributors about reliability or support
Warranty Red Flags:
- Component exclusions: Warranty that excludes failures of specific components like capacitors or fans
- Prorated coverage: Warranty value that decreases rapidly over time
- Excessive conditions: Warranty void for minor installation variations or environmental factors
- Unclear claim process: No clear procedure for warranty claims or history of claim denials
- Short coverage period: Less than 5 years for residential or 10 years for commercial inverters
When evaluating inverters, trust your instincts. If a manufacturer is evasive, documentation is incomplete, or pricing seems unrealistic, these are warning signs of compromised quality. The solar industry has seen numerous examples of manufacturers who entered the market with attractive pricing, only to disappear or deny warranty claims when failures occurred.
Reputable manufacturers like Qbits demonstrate quality through transparency: clear component specifications, comprehensive testing protocols (1000+ automated tests per unit), robust warranties (12-year full replacement), and willingness to discuss technical details. This transparency reflects confidence in component quality and manufacturing processes.
How Component Quality Impacts Warranty Claims and ROI
The relationship between inverter component quality and project economics extends far beyond the initial purchase price. Understanding this connection is essential for EPCs and distributors who want to build sustainable, profitable businesses rather than constantly fighting warranty claims and customer complaints.
Component failure modes directly correlate with warranty claim frequency. Industry data shows that budget inverters with standard components experience failure rates of 8-12% annually, while premium inverters with German-grade components see 2-3% annual failure rates. For an EPC managing 100 installations, this difference means 8-12 warranty claims per year versus 2-3, a dramatic impact on service costs, reputation, and profitability.
The true cost of inverter replacement extends well beyond the hardware:
- Service call costs: ₹3,000-8,000 per site visit for diagnosis and replacement
- Lost production: Days or weeks of downtime while arranging replacement and installation
- Customer dissatisfaction: Damaged relationships that reduce referral business and online reviews
- Administrative burden: Time spent managing warranty claims, coordinating replacements, and customer communication
- Reputation damage: Word-of-mouth impact in local markets where EPCs depend on reputation
For a commercial installation, a single inverter failure can cost ₹50,000-1,00,000 when all factors are considered, far exceeding the initial savings from choosing budget components. The math becomes even more compelling for larger installations where downtime costs multiply.
Consider two scenarios for a 100kW commercial installation over 25 years:
Scenario A: Budget Inverters (₹4.5 lakhs initial cost)
- Initial cost: ₹4.5 lakhs
- Expected failures: 2-3 complete replacements over 25 years
- Replacement costs: ₹9-13.5 lakhs (including labor and downtime)
- Service calls: 15-20 calls at ₹5,000 average = ₹75,000-1 lakh
- Lost production: ₹2-3 lakhs over system lifetime
- Total 25-year cost: ₹16-22 lakhs
Scenario B: Premium Inverters with German-Grade Components (₹6 lakhs initial cost)
- Initial cost: ₹6 lakhs
- Expected failures: 0-1 replacement over 25 years
- Replacement costs: ₹0-4.5 lakhs
- Service calls: 3-5 calls at ₹5,000 average = ₹15,000-25,000
- Lost production: ₹20,000-50,000
- Total 25-year cost: ₹6.5-11 lakhs
The premium inverters save ₹9-11 lakhs over the system lifetime, a return of 6-7x the initial premium. This calculation doesn’t even account for the value of customer satisfaction, referral business, and reputation enhancement that comes from reliable installations.
Component quality also affects warranty claim approval rates. Manufacturers using premium components can afford generous warranty terms because failure rates are low. Budget manufacturers often have restrictive warranty terms with numerous exclusions because they know failure rates are high. When failures occur, these manufacturers may deny claims based on technicalities, leaving EPCs to absorb costs or damage customer relationships.
For distributors, component quality determines whether inverter sales become a profitable product line or a service nightmare. Distributors carrying premium brands build reputations as quality suppliers, command better margins, and develop loyal customer bases. Those pushing budget products face constant warranty issues, customer complaints, and pressure to discount prices further to compensate for quality concerns.
The financial planning implications extend to project financing and customer acquisition. Solar installations financed through loans or leases require reliability projections. Projects using premium inverters with documented component quality can secure better financing terms and insurance rates. Customer acquisition becomes easier when you can demonstrate superior component quality and warranty terms compared to competitors.
Quality Assurance: What to Ask Manufacturers

Armed with knowledge about critical inverter components, you can now ask manufacturers the right questions to separate genuine quality from marketing claims. Here’s a comprehensive list of questions that will reveal whether a manufacturer is serious about component quality or simply trying to close a sale.
Component Sourcing Questions:
- What brands of capacitors do you use, and what are their temperature ratings and expected lifespans?
- Which IGBT manufacturers supply your inverters, and can you provide component datasheets?
- Are your PCBs multi-layer, and do they include conformal coating as standard?
- What surge protection ratings do your integrated SPDs provide on DC and AC sides?
- Can you provide a complete bill of materials showing all major component manufacturers?
Testing and Quality Control Questions:
- What specific tests does each inverter undergo before shipping?
- How many quality checkpoints are in your manufacturing process?
- Do you perform burn-in testing, and if so, for how long?
- What is your factory defect rate, and how do you track quality metrics?
- Can we visit your factory to observe manufacturing and testing processes?
Certification and Standards Questions:
- What certifications do your inverters hold (BIS, IEC, VDE, TÜV)?
- Are your component suppliers certified to international standards?
- Can you provide certification documents for review?
- How do you ensure ongoing compliance with evolving standards?
Warranty and Support Questions:
- What specific component failures are covered under warranty?
- What is your average warranty claim rate, and what are the most common failure modes?
- How quickly do you process warranty claims and provide replacements?
- Do you maintain adequate spare parts inventory in India?
- What technical support do you provide for troubleshooting and diagnostics?
Performance and Reliability Questions:
- What is the expected lifespan of your inverters in Indian climate conditions?
- How does efficiency degrade over time, and what causes this degradation?
- What field failure data can you share from existing installations?
- How do your inverters perform at high ambient temperatures (45°C+)?
- What preventive maintenance do you recommend, and why?
Manufacturers confident in their component quality will answer these questions thoroughly and provide supporting documentation. Those using substandard components will be evasive, provide vague answers, or claim proprietary concerns prevent disclosure. Your willingness to walk away from manufacturers who won’t answer these questions protects your business from future problems.
For significant orders, request factory audits where you can observe manufacturing processes, inspect component storage areas, and review quality control procedures. Reputable manufacturers welcome such audits as opportunities to demonstrate their quality commitment. Manufacturers who refuse factory access should be viewed with suspicion.
Ask for references from other EPCs or distributors who have used the inverters for at least 2-3 years. Contact these references and ask about their experience with reliability, warranty claims, and manufacturer support. Real-world feedback from peers is invaluable for assessing whether marketing claims match actual performance.
When manufacturers claim “1000+ automated quality tests” like Qbits does, ask for specifics: What parameters are tested? What are the pass/fail criteria? How is test data recorded and tracked? Genuine quality programs have detailed documentation and traceability; vague claims without supporting details are marketing fluff.
Component quality verification should be part of your inverter selection criteria alongside efficiency, warranty, and price. EPCs and distributors who invest time in this due diligence build businesses on solid foundations of reliable products, while those who focus solely on price create ongoing service burdens that erode profitability and reputation.
Making Informed Inverter Component Decisions for Your Projects
Understanding inverter components transforms you from a passive buyer accepting manufacturer claims into an informed decision-maker who can evaluate true quality and value. This knowledge is your competitive advantage in a market where many competitors still focus primarily on price and brand recognition.
Create a component quality checklist for your procurement process that includes:
- Capacitor brands, temperature ratings, and expected lifespans
- IGBT manufacturer and thermal management approach
- PCB construction (layers, conformal coating, solder quality)
- Cooling system design and component specifications
- Surge protection ratings and integration approach
- Communication module capabilities and data security measures
- Overall component sourcing transparency and documentation
Balance cost and quality based on project requirements. For residential installations with 10-year customer expectations, mid-range component quality may be appropriate. For commercial installations with 25-year performance requirements and financing obligations, premium German-grade components are essential. For utility-scale projects where downtime costs are extreme, only the highest component quality makes economic sense.
Build relationships with manufacturers who demonstrate transparency about inverter components and quality processes. These partnerships become strategic advantages as you develop expertise with specific products, streamline installation processes, and build track records that support business growth. Manufacturers like Qbits, who openly discuss their German-grade components, 1000+ quality tests, and 12-year warranties, make reliable partners for building your business.
Educate your customers about component quality. Most solar buyers focus on panel efficiency and system cost, with little understanding of inverter components. When you explain how capacitor quality affects lifespan or why German-grade IGBTs improve efficiency, you differentiate yourself from competitors and justify premium pricing. Customers who understand value make better long-term partners than those who only compare prices.
The solar industry in India is maturing rapidly. Early-stage markets tolerate poor quality because customers lack experience to judge performance. As the market matures, quality differentiation becomes the primary competitive factor. EPCs and distributors who establish reputations for quality installations with reliable components will dominate their markets, while those who competed on price alone will struggle with warranty costs and reputation damage.
Your next step is to apply this knowledge immediately. Review your current inverter suppliers against the component quality criteria discussed in this guide. Request detailed component specifications and documentation. Visit factories if possible. Talk to other EPCs about their experiences. Make informed decisions based on total cost of ownership rather than initial price alone.
For EPCs and distributors ready to partner with a manufacturer that prioritizes component quality, explore Qbits’ product line featuring German-grade components, AI-powered monitoring, and industry-leading 12-year warranties. Our engineering team is available to discuss specific component specifications, provide factory tours, and demonstrate why component quality is the foundation of our value proposition. Contact us today to discuss how premium inverter components can transform your solar business from a service burden into a competitive advantage, or become a channel partner to offer your customers the reliability that German-grade inverter components deliver.
The difference between a successful solar business and a struggling one often comes down to the quality of inverter components you choose today. Make that choice count.
This blog post was written using thestacc.com